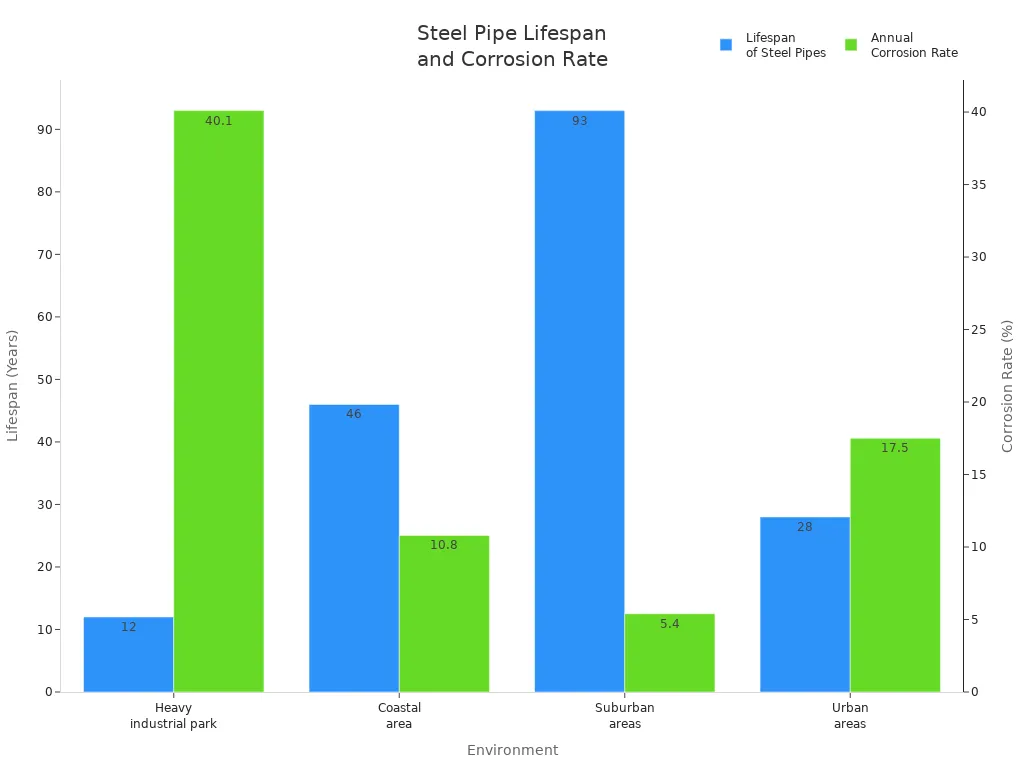
Protexes as tubaxes de aceiro da ferruxe mediante galvanización en quente.Equipos de galvanizado en quente de tubos de aceirocobre cada tubo con zinc, creando un escudo contra a corrosión.Liñas de galvanizado de tubosaxudar a garantir un acabado forte e uniforme. Observa a táboa seguinte. Mostra como as tubaxes galvanizadas duran moito máis en diferentes ambientes.
Conclusións clave
- Galvanización por inmersión en quenteprotexe as tubaxes de aceiro da ferruxe aplicando unha grosa capa de zinc, que actúa como unha barreira contra a corrosión.
- Preparación axeitada da superficieé crucial. A limpeza e o decapado das tubaxes garanten unha boa adherencia do zinc, evitando defectos no revestimento.
- As tubaxes galvanizadas ofrecen unha longa durabilidade, a miúdo de 40 a 50 anos, o que as converte nunha opción rendible para diversas industrias.
Equipos e pasos do proceso de galvanizado en quente de tubos de aceiro

Tubo de aceiroequipos de galvanizado en quenteaxúdache a protexer as tubaxes de aceiro da ferruxe e dos danos. Este equipo úsase en moitas industrias, como a construción, a maquinaria, as plantas químicas e os ferrocarrís. O equipo manexa tubaxes con diámetros de 1/2 a 10 polgadas e lonxitudes de 4 a 8 metros. Pode recubrir tubaxes con zinc que pesan entre 50 e 400 gramos por metro cadrado. O equipo pode procesar ata 80.000 toneladas de tubaxes de aceiro cada ano.
| Elemento | Especificación |
|---|---|
| material | arame de aceiro |
| rango de diámetro | 1/2~10 polgadas |
| rango de lonxitude de tubo | 4~8 m |
| tipo de revestimento | cinc |
| peso do revestimento | 50~400 g/m2 |
| capacidade | 40000~80000T/ano |
Preparación e limpeza de superficies
Comezas limpando as tubaxes de aceiro. Este paso elimina a sucidade, o aceite e outros contaminantes. Se omites a limpeza, o revestimento de zinc non adherirá ben. Debes eliminar a escoria de soldadura, as rebabas, as cascas de laminación, os vernices, as resinas epoxi, a area, as pinturas a base de aceite, as marcas de lapis de cores e a cera ou graxa espesa. Empregas baños desengraxantes con hidróxido de sodio para eliminar os aceites e as graxas. Despois de desengraxar, enxágües as tubaxes con auga. Despois, usas ácido clorhídrico ou sulfúrico para eliminar a ferruxe e as cascas de laminación. Este paso chámase decapado.
Consello: Enxágüe sempre as tubaxes despois da limpeza con ácido para eliminar todo rastro de ácido. Seque as tubaxes completamente antes de pasar ao seguinte paso.
Fundición de tubos de aceiro
A continuación, mergúllanse as tubaxes nunha solución de fundente. O fundente elimina os óxidos restantes e evita unha nova oxidación antes de recubrir as tubaxes con zinc. Para este paso, utilízase unha solución de cloruro de zinc e amonio. A mellor temperatura para o fundente é entre 60 e 80 °C. Esta temperatura axuda ao fundente a limpar ben a superficie do aceiro. Os principais axentes fundentes son o cloruro de zinc e o cloruro de amonio. Estes produtos químicos eliminan o óxido de ferro e melloran o fluxo de zinc. O fundente tamén axuda a usar menos zinc e a reducir os residuos.
- Cloruro de cinc: 60–80%
- Cloruro de amonio: 7–20%
- Axentes modificadores de fluidez: 2–20%
- Outros compostos: níquel, cobalto, manganeso, chumbo, estaño, bismuto, antimonio

Inmersión no baño de zinc
Despois, mergúllanse as tubaxes nun baño de zinc fundido. O equipo de galvanizado en quente de tubaxes de aceiro mantén o baño de zinc á temperatura correcta, normalmente entre 440 e 460 °C. As tubaxes débense manter no baño de 5 a 15 minutos. Este tempo permite que o zinc se una ao aceiro e forme un revestimento forte e uniforme. O baño de zinc cobre todas as partes da tubaxe, mesmo dentro e arredor das soldaduras.
Nota: Se non controlas a temperatura ou o tempo, podes obter defectos como espinillas, ampolas ou descamación.
Refrixeración e limpeza final
Despois de retirar as tubaxes do baño de zinc, arrefríaseas nun tanque de temple. O arrefriamento detén as reaccións entre o zinc e o aire. Despois, enxágüe as tubaxes con auga doce para eliminar calquera produto químico restante. Se empregou limpeza ácida, enxágüe as tubaxes por segunda vez. Seque as tubaxes con aire quente para asegurarse de que non quede humidade. Este paso mantén a superficie limpa e evita a ferruxe branca.
- Enxágüe con auga fresca
- Secar con aire quente
- Garda as tubaxes nun lugar seco
Inspección e probas de calidade
Debes inspeccionar as tubaxes para asegurarte de que o revestimento sexa forte e uniforme. Usas comprobacións visuais, medicións de espesor e probas de uniformidade. Tamén comprobas a rugosidade, a corrosión e os danos. Mides o tamaño da tubaxe e buscas fugas. Segues normas como ASTM A500 e EN 10219. Estas normas axúdanche a garantir que as tubaxes duren e resistan a ferruxe.
Técnica de inspección Descrición Inspección visual Comprobar a presenza de lisura, defectos e corrosión Espesor da capa Usar medidores para medir o grosor do revestimento Uniformidade Busca descascarilladuras ou revestimento desigual Rugosidade Rugosidade da superficie da proba Inspección de corrosión Atopar rabuñaduras ou danos Calidade da soldadura Comprobar se hai gretas ou escoria Composición química Proba para o contido correcto de zinc e aceiro Comportamento mecánico Medir a forza e a flexibilidade Inspección dimensional Confirmar diámetro, grosor e lonxitude Logotipo e marcado Comprobar se as etiquetas son correctas Proba de fugas Asegúrate de que as tubaxes non teñan gretas nin buratos Recordatorio de seguridade: Siga sempre as normas de seguridade ao usar equipos de galvanizado en quente de tubos de aceiro. Inspeccione as tubaxes para detectar danos e asegúrese de que a calidade da auga sexa boa para evitar a corrosión.
Vantaxes do equipo de galvanizado en quente de tubos de aceiro

Protección superior contra a ferruxe e a corrosión
Obtén unha forte protección contra a ferruxe cando usasequipamento de galvanizado en quente de tubos de aceiroO revestimento de zinc forma unha barreira grosa que mantén a auga, o aire e os produtos químicos lonxe do aceiro. Esta barreira funciona mellor que a pintura ou os revestimentos finos. O zinc tamén protexe o aceiro se o revestimento se raia. O zinc corroerase primeiro, salvando o aceiro que está debaixo.
- A grosa capa de zinc resiste as inclemencias do tempo e os produtos químicos.
- Ves que este método úsase para pontes, varandas e tubaxes exteriores porque dura máis.
- O revestimento de zinc emprega protección de barreira e de sacrificio, polo que as túas tubaxes permanecen seguras mesmo se a superficie se dana.
Os estudos científicos amosan que o zinc forma compostos especiais, como o ZnO e o Zn5Cl2(OH)8, que ralentizan a ferruxe e manteñen as tubaxes fortes en ambientes difíciles.
Mecanismo Descrición Protección de barreiras Unha capa de zinc impide que a auga e o aire cheguen ao aceiro. Protección sacrificial O zinc corroízase antes que o aceiro, protexéndoo mesmo se se raia. Meteorización natural Co tempo, o zinc forma capas adicionais que engaden máis protección. Durabilidade e lonxevidade melloradas
Podes esperar que as tubaxes galvanizadas duren décadas. Canto máis grosa sexa a capa de zinc, máis durarán as túas tubaxes. Por exemplo:
Tipo de revestimento Vida útil esperada en ambientes moderados G30 5–10 anos G90 20 anos ou máis A maioría das tubaxes galvanizadas duran uns 40 ou 50 anos. En lugares secos, poden durar aínda máis. Se empregas equipos de galvanizado en quente para tubaxes de aceiro, axudarás a que as túas tubaxes resistan a ferruxe e os danos durante moitos anos.
- As tubaxes en zonas con baixa humidade poden durar ata 70 anos.
- En lugares húmidos ou salgados, a vida útil pode ser máis curta, pero aínda moito máis longa que a do aceiro sen revestimento.
Rentabilidade e baixo mantemento
Aforras cartos co tempo coas tubaxes galvanizadas. O custo inicial é un pouco maior que o da pintura, pero gastas menos en reparacións e mantemento. Aquí tes unha rápida comparación:
Método de protección Custo inicial Esperanza de vida (anos) Custos de mantemento VAN Galvanización por inmersión en quente 100 25 0 100 Sistema de pintura 90 8 169 169 As tubaxes galvanizadas precisan menos limpeza e menos reparacións. O seu forte revestimento significa que non tes que preocuparte pola ferruxe ou as fugas tan a miúdo. Isto convérteas nunha opción intelixente para grandes proxectos e lugares onde queres que as tubaxes duren moito tempo.
Os equipos de galvanizado en quente axúdanche a protexer as tubaxes de aceiro durante moitos anos. Obtén un rendemento fiable en diferentes ambientes.
- A durabilidade a longo prazo depende das condicións ambientais.
- Din os expertoscada paso do proceso afectacalidade e resistencia do revestimento.
Paso Impacto na eficacia Limpeza Mellora a adhesión e evita imperfeccións Encurtido Afecta á suavidade e á calidade Fundido Garante un fluxo uniforme de zinc Inmersión Controla o grosor e a calidade interna Inspección Confirma que o revestimento cumpre cos estándares
Data de publicación: 11 de setembro de 2025