Protección contra a corrosión en 2025 Por que a galvanización en quente segue a ser líder
Inmersión en quenteGalvanización(HDG) ofrece un valor superior a longo prazo para proxectos de aceiro. A súa unión metalúrxica única proporciona unha durabilidade inigualable contra os danos. O proceso de inmersión garante unha cobertura completa e uniforme que os métodos de pulverización non poden replicar. Esta dobre protección reduce significativamente os custos de mantemento do ciclo de vida.
A galvanización cobre todas as partes do aceiro. Isto impide que a ferruxe comece en puntos ocultos.
O aceiro galvanizado aforra cartos co paso do tempo. Dura moito tempo e precisa menos reparacións que outros revestimentos.
Que fai que a galvanización por inmersión en quente sexa a mellor opción?
A galvanización por inmersión en quente (GDA) distínguese doutros métodos de protección contra a corrosión. A súa superioridade provén de tres puntos fortes principais: unha unión metalúrxica fundida, unha cobertura de inmersión completa e un sistema de protección de dobre acción. Estas características funcionan conxuntamente para ofrecer un rendemento e un valor a longo prazo inigualables.
Durabilidade inigualable mediante unha unión metalúrxica
A pintura e outros revestimentos simplemente adhírense á superficie do aceiro. A galvanización por inmersión en quente crea un acabado que se converte en parte do propio aceiro. O proceso implica mergullar unha peza de aceiro encinc fundidoquentado a aproximadamente 450 °C (842 °F). Esta alta temperatura desencadea unha reacción de difusión, fusionando o zinc e o ferro.
Este proceso forma unha serie de capas distintas de aliaxe de cinc e ferro. Estas capas únense metalurxicamente ao substrato de aceiro.
Capa gammaO máis semellante ao aceiro, con arredor dun 75 % de zinc.
Capa DeltaA seguinte capa cara a fóra, con aproximadamente un 90 % de zinc.
Capa ZetaUnha capa grosa que contén aproximadamente un 94 % de zinc.
Capa EtaA capa exterior de zinc puro que lle dá ao revestimento o seu acabado brillante inicial.
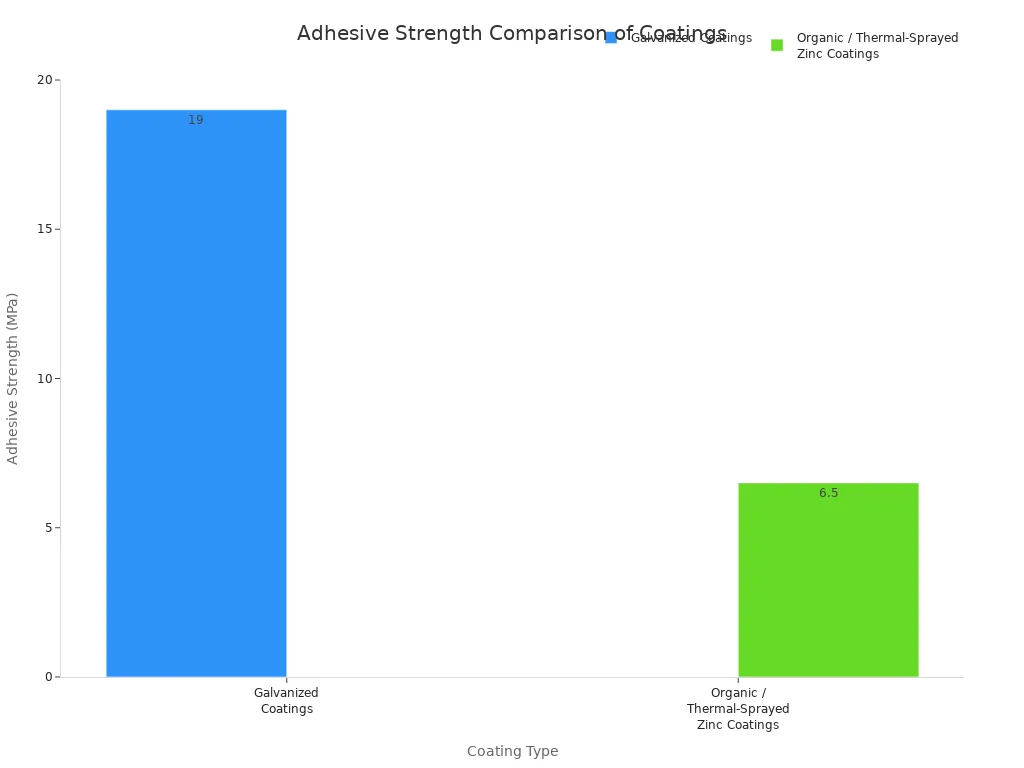
Estas capas entrelazadas son en realidade máis duras que o aceiro base, o que proporciona unha resistencia excepcional á abrasión e aos danos. As capas interiores máis resistentes resisten os arañazos, mentres que a capa exterior de zinc puro, máis dúctil, pode absorber os impactos. Esta unión metalúrxica é significativamente máis forte que as unións mecánicas doutros revestimentos.
Tipo de revestimento
Forza de unión (psi)
Galvanizado en quente
~3.600
Outros revestimentos
300-600
Esta inmensa forza de unión significa que o revestimento galvanizado é extremadamente difícil de pelar ou lascar. Resiste de forma fiable os rigores do transporte, a manipulación e a construción in situ.
Cobertura completa para unha protección total
A corrosión atopa o punto máis débil. Pinturas en aerosol, imprimación As pinturas e outros revestimentos son vulnerables a erros de aplicación como goteos, escorregas ou puntos sen detectar. Estas pequenas imperfeccións convértense en puntos de inicio da ferruxe.
A galvanización en quente elimina este risco mediante a inmersión total. Mergullar toda a fabricación de aceiro en zinc fundido garante unha cobertura completa. O zinc líquido flúe cara a, sobre e arredor de todas as superficies.
Cada esquina, bordo, unión e sección oca interna recibe unha capa uniforme de protección. Esta cobertura "de bordo a bordo" garante que non queden zonas sen protección expostas ao medio ambiente.
Esta protección integral non é só unha práctica recomendada; é un requisito. Os estándares globais esixen este nivel de calidade para garantir o rendemento.
ASTM A123require que o acabado galvanizado sexa continuo, liso e uniforme, sen zonas sen revestimento.
ASTM A153establece regras semellantes para a ferraxe, esixindo un acabado completo e adherente.
ISO 1461é o estándar internacional que garante que os artigos de aceiro fabricados reciben unha cobertura completa e uniforme.
Este proceso garante unha barreira protectora consistente en toda a estrutura, unha fazaña que as aplicacións manuais con pulverización ou pincel non poden replicar.
Dobre acción: barreira e protección de sacrificio
Un revestimento galvanizado protexe o aceiro de dúas maneiras poderosas.
En primeiro lugar, actúa como unrevestimento de barreiraAs capas de zinc selan o aceiro do contacto coa humidade e o osíxeno. O propio zinc é moi resistente. Na maioría dos ambientes atmosféricos, o zinc corroe a unha velocidade de 10 a 30 veces máis lenta que o aceiro. Esta lenta velocidade de corrosión proporciona un escudo físico duradeiro.
En segundo lugar, proporcionaprotección sacrificialO zinc é máis electroquimicamente activo que o aceiro. Se o revestimento resulta danado por unha rabuñadura ou un burato profundo, o zinc corroerase primeiro, "sacrificándose" para protexer o aceiro exposto. Esta protección catódica impide que a ferruxe se infiltre baixo o revestimento e pode protexer puntos espidos de ata ¼ de polgada de diámetro. O zinc actúa esencialmente como un gardacostas para o aceiro, garantindo que mesmo se se rompe a barreira, a estrutura permaneza a salvo da corrosión. Esta propiedade de autorreparación é unha vantaxe única degalvanización.
O proceso HDG: unha marca de calidade
A calidade excepcional dun revestimento galvanizado en quente non é accidental. É o resultado dun proceso preciso en varias etapas que garante un acabado superior. Este proceso comeza moito antes de que o aceiro entre en contacto co zinc fundido.
Desde a preparación da superficie ata a inmersión en zinc fundido
Unha preparación axeitada da superficie é o factor máis crítico para un revestimento exitoso. O aceiro debe estar perfectamente limpo para que se produza a reacción metalúrxica. O proceso implica tres pasos clave:
DesengraxamentoUnha solución alcalina quente elimina do aceiro contaminantes orgánicos como a sucidade, a graxa e o aceite.
EncurtidoO aceiro mergúllase nun baño de ácido diluído para eliminar a cascarilla e a ferruxe.
FundidoUnha inmersión final nunha solución de cloruro de zinc e amonio elimina os últimos óxidos e aplica unha capa protectora para evitar que se forme nova ferruxe antes da galvanización.
Só despois desta limpeza rigorosa o aceiro mergúllase nun baño de zinc fundido, que normalmente se quenta a uns 450 °C (842 °F).
O papel dun fabricante de equipos de galvanizado
A calidade de todo o proceso depende da maquinaria. Un fabricante profesional de equipos de galvanización deseña e constrúe as liñas avanzadas que fan posible a galvanización por aspersión (HDC) moderna. Hoxe en día, un fabricante líder de equipos de galvanización incorpora automatización e sensores en tempo real para un control preciso. Isto garante que cada paso, desde a limpeza química ata a xestión da temperatura, estea optimizado. Ademais, un fabricante responsable de equipos de galvanización deseña sistemas que cumpren estritos estándares ambientais e de seguridade, incluíndo a miúdo sistemas de circuíto pechado para xestionar os residuos. A experiencia do fabricante de equipos de galvanización é esencial para obter resultados consistentes e de alta calidade.
Como o grosor do revestimento garante a lonxevidade
O proceso controlado, xestionado por sistemas dun fabricante de equipos de galvanizado de primeiro nivel, inflúe directamente no grosor final do revestimento. Este grosor é un factor clave para a vida útil do aceiro. Un revestimento de zinc máis groso e uniforme proporciona un período máis longo de protección tanto de barreira como de sacrificio. As normas da industria especifican os grosores mínimos do revestimento en función do tipo e tamaño do aceiro, o que garante que poida soportar o ambiente ao que está destinado durante décadas cun mantemento mínimo.
HDG vs. alternativas: unha comparación de rendemento en 2025
Escoller un sistema de protección contra a corrosión require unha análise coidadosa do rendemento, a durabilidade e o custo a longo prazo. Aínda que existen moitas alternativas,galvanizado por inmersión en quentedemostra sistematicamente a súa superioridade cando se compara directamente con pinturas, epoxis e imprimacións.
Contra pintura e revestimentos epóxicos
A pintura e os revestimentos epóxicos son películas superficiais. Crean unha capa protectora pero non se unen quimicamente ao aceiro. Esta diferenza fundamental leva a importantes diferenzas de rendemento.
Os revestimentos epoxi son especialmente propensos a fallar. Poden rachar e descascarillarse, expoñendo o aceiro que hai debaixo. Unha vez que se rompe a barreira, a corrosión pode estenderse rapidamente. A Autoridade de Autoestradas do Estado de Nova York aprendeu isto de primeira man. Inicialmente usaron varillas corrugadas con revestimento epoxi para a reparación de estradas, pero os revestimentos racháronse rapidamente. Isto provocou un rápido deterioro das estradas. Despois de cambiar a varillas corrugadas galvanizadas para a reparación dunha ponte, os resultados foron tan impresionantes que agora usan materiais galvanizados para os seus proxectos.
As limitacións dos revestimentos epoxi fanse evidentes ao comparalos cos HDG.
Forma unha película na superficie; sen enlace químico.
Crea unha unión química e metalúrxica co aceiro.
Mecanismo de fallo
Propenso a rachar e descascarillar, o que permite que a ferruxe se propague.
As propiedades autorreparadoras protexen os arañazos e evitan a formación de ferruxe.
Durabilidade
Pode racharse facilmente durante o transporte e a instalación.
As capas de aliaxe extremadamente duradeiras resisten a abrasión e os impactos.
Reparación
Sen capacidade de autorreparación. As zonas danadas deben arranxarse manualmente.
Protexe automaticamente pequenas áreas danadas mediante acción sacrificial.
A aplicación e o almacenamento tamén presentan desafíos significativos para os revestimentos epoxi.
Risco de danosO epoxi é fráxil. Os arañazos durante o transporte ou a instalación poden crear puntos débiles para a corrosión.
Sensibilidade UVO aceiro con revestimento epoxi require lonas especiais para o almacenamento no exterior. Debe permanecer cuberto para evitar danos causados pola luz solar.
Perda de adherenciaA unión do revestimento co aceiro pode debilitarse co tempo, mesmo durante o almacenamento.
Ambientes mariñosNas zonas costeiras, os revestimentos epóxicos poden ter un rendemento peor que o aceiro espido. O sal e a humidade aproveitan facilmente calquera pequeno defecto no revestimento.
En ambientes costeiros, o aceiro galvanizado a chorro pesado demostra a súa resistencia. Mesmo en zonas con ventos salgados directos, o aceiro galvanizado pode durar de 5 a 7 anos antes de precisar o primeiro mantemento. As zonas protexidas da mesma estrutura poden permanecer protexidas durante 15-25 anos adicionais.
Contra os cebadores ricos en zinc
As imprimacións ricas en zinc adoitan presentarse como unha alternativa líquida á galvanización. Estas imprimacións conteñen unha alta porcentaxe de po de zinc mesturado nun aglutinante de pintura. As partículas de zinc proporcionan protección de sacrificio, pero o sistema baséase nunha unión mecánica, de xeito moi semellante á pintura normal.
Pola contra, a galvanización por inmersión en quente crea as súas capas protectoras mediante unha reacción de difusión a altas temperaturas. Isto forma verdadeiras aliaxes de cinc e ferro que se fusionan co aceiro. Unha imprimación rica en cinc simplemente adhírese á superficie. Esta diferenza de unión é a clave do rendemento superior da galvanización por inmersión en quente.
Característica
Galvanización por inmersión en quente
Imprimación rica en zinc
Mecanismo
A unión metalúrxica crea capas duradeiras de aliaxe de cinc e ferro.
O po de zinc nun aglutinante proporciona protección de sacrificio.
Adhesión
Fusionado ao aceiro cunha resistencia á unión de ~3.600 psi.
A unión mecánica depende da limpeza da superficie; moito máis débil.
Durabilidade
As capas de aliaxe extremadamente duras resisten a abrasión e o impacto.
Un revestimento máis suave semellante á pintura pódese raiar ou lascar facilmente.
Idoneidade
Ideal para aceiro estrutural en aplicacións duras e de longa duración.
Ideal para retoques ou cando a HDG non é posible.
Aínda que as imprimacións ricas en zinc ofrecen unha boa protección, non poden igualar a resistencia e a lonxevidade dun verdadeiro revestimento galvanizado. A eficacia da imprimación depende enteiramente dunha preparación e aplicación perfectas da superficie, e segue sendo vulnerable a rabuñaduras e danos físicos.
Abordando as críticas comúns de HDG
Un erro común sobre a galvanización por inmersión en quente é o seu custo inicial. No pasado, a galvanización por inmersión en quente ás veces considerábase unha opción máis cara desde o principio. Non obstante, ese xa non é o caso en 2025.
Debido á estabilidade dos prezos do zinc e a uns procesos máis eficientes, o HDG é agora moi competitivo no custo inicial. Ao considerar o custo total do ciclo de vida, o HDG é case sempre a opción máis económica. Outros sistemas requiren mantemento e reaplicación frecuentes, o que engade un gasto significativo ao longo da vida útil do proxecto.
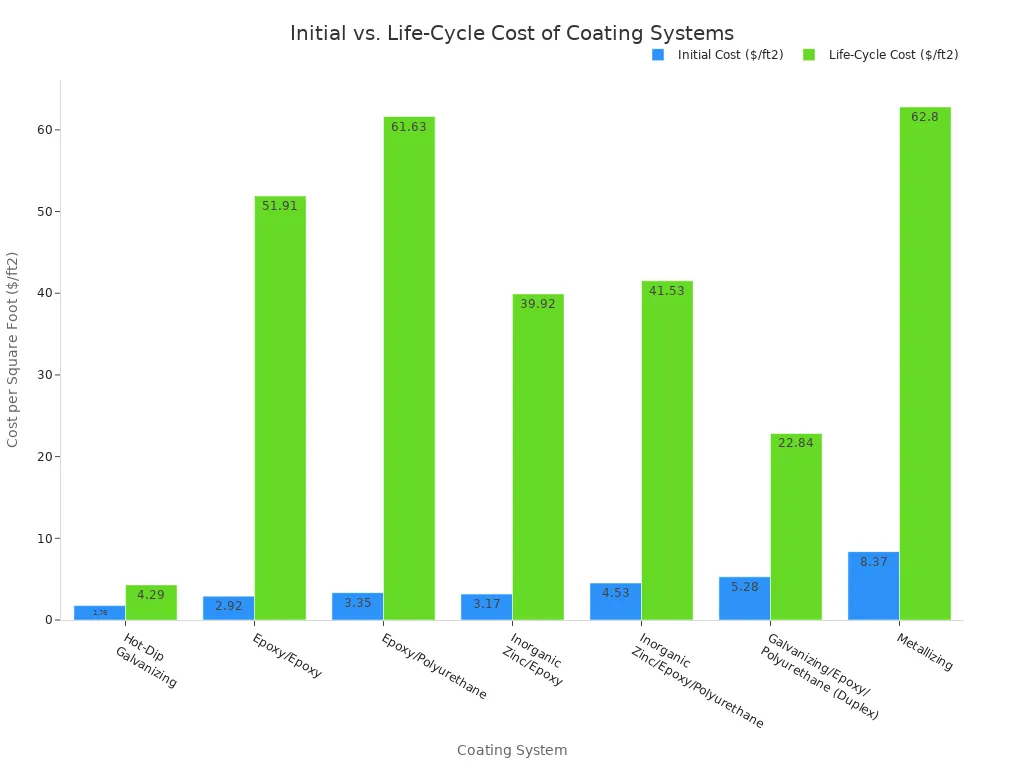
A Asociación Americana de Galvanizadores ofrece unha Calculadora de Custos do Ciclo de Vida (LCCC) que compara o galvanizado aglomerado con máis de 30 outros sistemas. Os datos mostran sistematicamente que o galvanizado aglomerado aforra cartos. Por exemplo, nun estudo dunha ponte cunha vida útil de deseño de 75 anos:
Galvanización por inmersión en quentetivo un custo do ciclo de vida de4,29 dólares por pé cadrado.
UnEpoxi/poliuretanoo sistema tiña un custo do ciclo de vida de61,63 dólares por pé cadrado.
Esta enorme diferenza provén do rendemento sen mantemento do HDG. Unha estrutura galvanizada pode durar 75 anos ou máis sen necesidade de grandes traballos. Isto convértea no investimento financeiro máis intelixente para proxectos a longo prazo.